
如果機(jī)器刺繡有一個(gè)共同點(diǎn),那就是我們都討厭頻繁的線程中斷。

斷線率問題是刺繡機(jī)最常見的問題,產(chǎn)生斷線的原因有單方面的,如刺繡工藝、操作工技能、電腦參數(shù)、物料配合、工廠條件和環(huán)境等,也有多方面的綜合原因引起。
我們一般用40支工股專用縫紉線進(jìn)行縫制,如果你是買的一些劣質(zhì)的繡花線,里面結(jié)頭多,松緊不均容易斷線。換一種線試試看,可能你的問題就解決了。


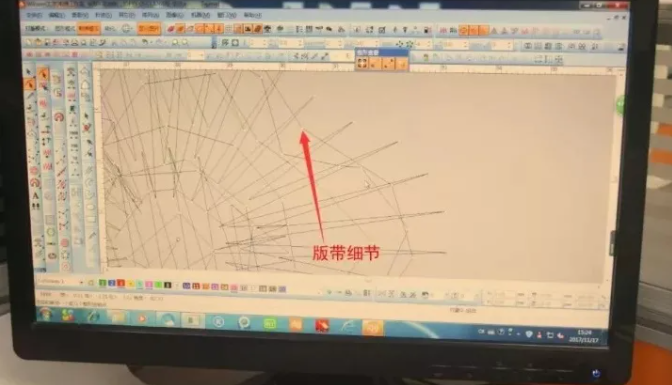
02版帶問題
電腦繡花制版時(shí)版帶短針步過多容易造成斷線。比如版帶交叉或重疊的地方,存在太厚的針跡,容易出現(xiàn)斷線、包輪廓邊跑位。

用錯(cuò)了太小的針,電腦繡花機(jī)根據(jù)功能不同,一般是細(xì)針配細(xì)線,粗針配粗線,比如120D的線一般用11號(hào)針,75D的線一般用7號(hào)針。


機(jī)器針板孔原因,檢查針板孔有無毛刺,刮痕,如果長(zhǎng)期沒有用砂紙打磨,就容易斷線、毛線。

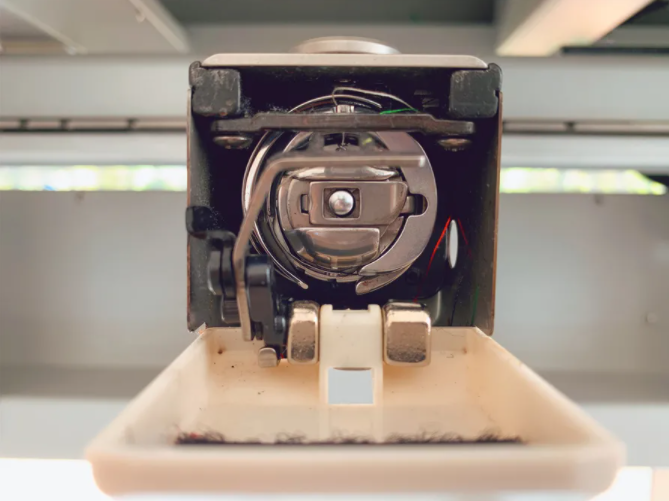
梭床原因主要分為三大類,①梭床有毛刺(磨損),容易斷線、毛線,用1200細(xì)沙紙打磨光滑就可以了,梭床磨損大只能換新的。②繡花機(jī)梭床和針的間距大小,如過大或過小也會(huì)導(dǎo)致毛線,斷線,漏針,間接導(dǎo)致斷針,正常間隙一般0.1~0.3mm左右。③檢查主軸是否在201°定旋梭,旋梭針要完全包住針桿,若靠前或靠后的偏差太多也容易斷線、毛線,帶不起底線。


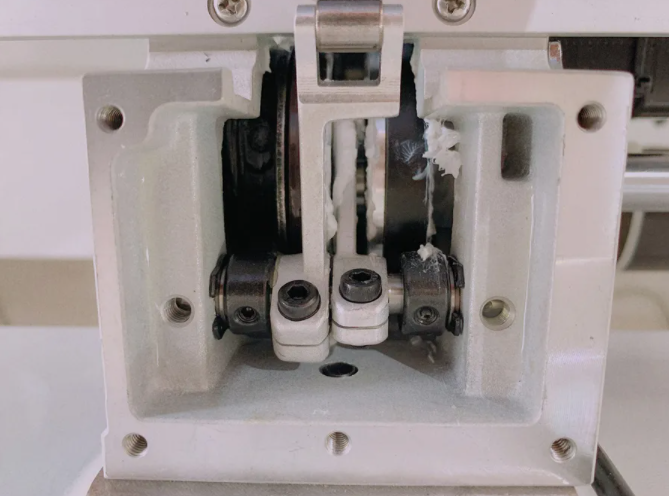
機(jī)器挑線凸輪纏線,清理不干凈,就很容易出現(xiàn)機(jī)針斷線。
底面線張力不正常。底線張力在20~35克,面線張力在100~130克。從繡品底面觀察底線要占1/3,面線要占2/3。



除了上述原因之外,繡花機(jī)斷線還受刺繡的物料,機(jī)器轉(zhuǎn)速,工廠環(huán)境等因素影響,對(duì)斷線問題的處理既要有刺繡機(jī)的基本工作原理知識(shí),也要有豐富的處理經(jīng)驗(yàn),可以是單個(gè)原因所引起的,也可以是由多個(gè)原因所引起的。減少和解決刺繡機(jī)的斷線問題是行業(yè)共同的課題,低斷線率是繡花機(jī)質(zhì)量的重要指標(biāo),可提升機(jī)器的生產(chǎn)效率,為客戶實(shí)現(xiàn)更大的經(jīng)濟(jì)效益。
聲明:部分圖片和文字來源于網(wǎng)絡(luò),僅供學(xué)習(xí)和研究使用。我們尊重每一位作者的版權(quán),如有涉嫌侵權(quán)的行為、內(nèi)容請(qǐng)及時(shí)聯(lián)系,我們將盡快予以撤除。


Copyright ? 2020 瑞珂瑪機(jī)電(深圳)有限公司 版權(quán)所有
友情鏈接:瑞珂瑪中國區(qū)官網(wǎng) | 瑞珂瑪全球官網(wǎng) | 瑞珂瑪1688官網(wǎng)| 瑞珂瑪繡花機(jī)淘寶店
